Weld-on Eye-Plate HPA
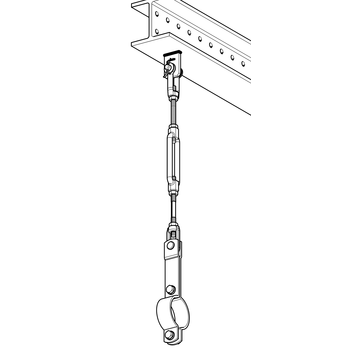
Application
Weld-on Eye Plate to primary steel beam sections and steel plates. The Weld-on Eye-Plate serves as a basic element for the connection of the Rod Hanger Load Chain Assembly LKV in sizes M10 up to M16 rod and Pipe Clamps type Stabil Form C LK. It may also be welded directly to the Welding Plates type SPL if required.
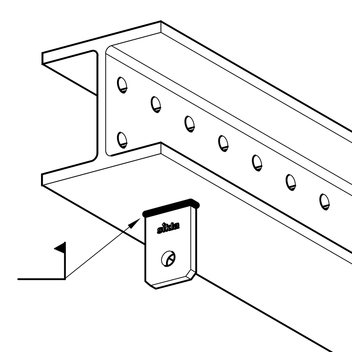
Installation
Align the Weld-on Eye Plate to the primary steel section and weld in place. The weld-on eye plate can be welded directly without prior treatment due to a weldable corrosion-resistant coating (no zinc impurity to weld).
Recommended fillet weld 4mm thick (throat thickness = 4mm)
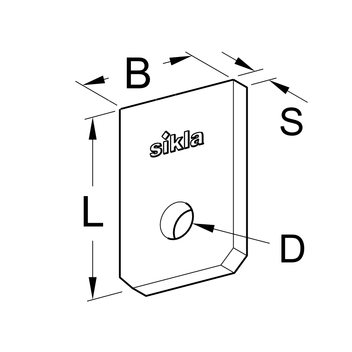
Technical Data
| Type | max. perm. tensile load [kN] |
|---|---|
| M10 | 11.2 |
| M12 | 12.1 |
| M16 | 12.5 |
The implementation and construction requirements of the components, their design as well as their verifications and load tests were carried out following the standards VGB R 510 L part I, KTA 3205.3 and DIN EN 13480-3.
| Type | L [mm] | B [mm] | S [mm] | D [mm] |
|---|---|---|---|---|
| M10 | 65 | 45 | 8 | 11 |
| M12 | 65 | 45 | 8 | 13 |
| M16 | 65 | 45 | 8 | 17 |
| Material: | Steel, HCP |